至德钢业拉拔式无芯不锈钢弯管模型槽的改进方案
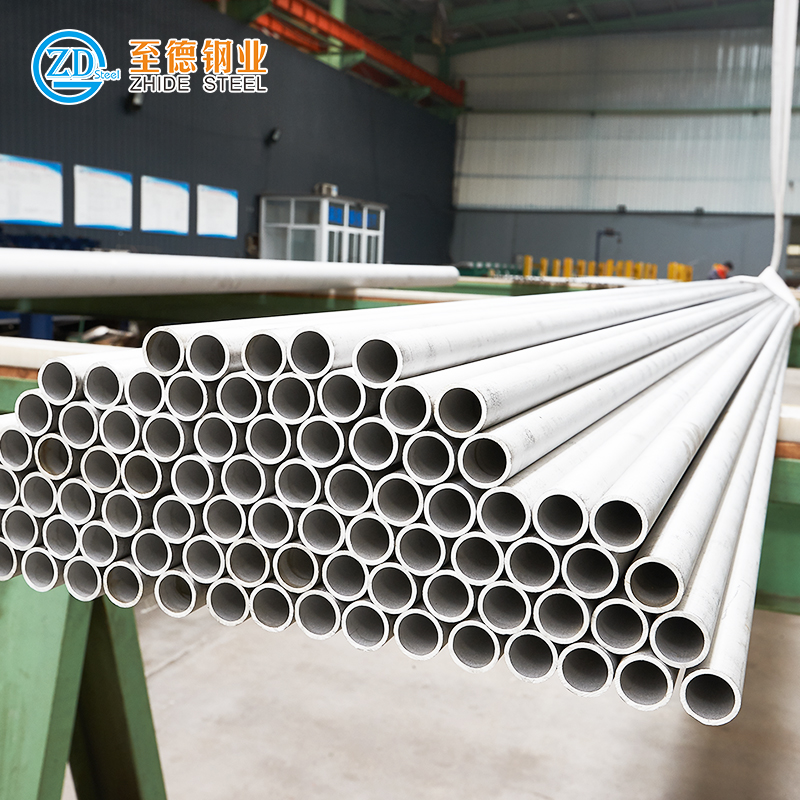
浙江至德钢业有限公司下面介绍了拉拔式无芯不锈钢弯管的概念及工艺过程结合生产实践介绍了无芯不锈钢弯管型槽的设计方法及改进过程弯管模的型槽对不锈钢弯管截面形状起着决定性的作用。 图为拉拔式不锈钢弯管模,弯管模通过扇形盘,9套在弯管机主轴上,由插在弯管机上的传动销推动弯管模夹板使弯管模绕主轴旋转,不锈钢管的一端由活动夹块固定在扇形盘上,活动夹块由插在上、下夹板上的偏心轴压紧。不锈钢管要弯曲部分则由滑槽(或压紧轮)压靠在弯管模上。通过弯管模与滑槽(或压紧轮)之间的相对移动,使不锈钢弯管被缠绕在模具上从而获得所需要的弯曲半径的弯头。在弯管机上用拉拔工艺进行弯管时,为了避免弯头外侧管壁塌陷,即截面产生椭圆度。传统的方法是在管内用芯子加以支撑这种方法习惯上称为有芯弯管法。后来,人们用预加反变形法,不再在管内加芯子支撑进行弯管获得成功,这种方法被称为无芯弯管法。该法适用于管壁厚较薄的不锈钢管。
不锈钢管在弯矩的作用下受力如图所示。外壁受拉力的作用而减薄,内侧受压力的作用而增厚同时径向合力使截面失去圆形在无模具自由弯曲情况下截面被压扁成椭圆,当应用带槽模具弯曲时内侧保持圆形,外侧则呈平形。厚壁管或内凹形薄壁管,若同时在管内加芯子支撑,则外侧虽然可保持近似圆形,但管壁减薄将加剧。外壁减薄、截面失圆和内壁起皱等缺陷削弱了不锈钢管抵抗压力的强度,增加了管内介质的流动阻力,因此各类产品都对这些质量要素提出严格要求。无芯不锈钢弯管是利用弯管模具,扇形盘、滑槽或压紧轮的特殊型槽对不锈钢管截面预加一个反变形,以抵消弯曲引起的椭圆度。
传统型槽我公司60~70年代普遍采用图,所示型槽形式(暂称为传统型槽)。传统型槽设计理论认为:由于不锈弯管时内侧管壁受挤压而充满于扇形盘型槽,且因不锈钢管弯曲后截面必然变细所以扇形盘的槽形应为半圆形,其半径应等于缩细后弯头截面的理论半径。或压紧轮对不锈钢管施加的最大反变形以选择和截面纵向坐标线成20°的方向最为有利。整个模具封闭型槽的周长等于不锈钢管的原始周长,以避免型槽太小而产生冷拔现象。 我公司建立了系统弯管生产线,大量不锈钢管弯曲由系统弯管型槽生产线完成,系统弯管型槽在生产中占有重要地位。系统弯管型槽分冷、热弯两类按不同原则设计。进入90年代以来。我公司分包产品明显增多,相对弯曲半径小的不锈钢弯管在这种苛刻的条件下,弯管截面呈三角形或方形的情况加剧,而外商对弯头截面形状要求很严,于是寻找新的型槽,使不锈钢弯管截面形状和椭圆度能满足要求。
发表评论:
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。